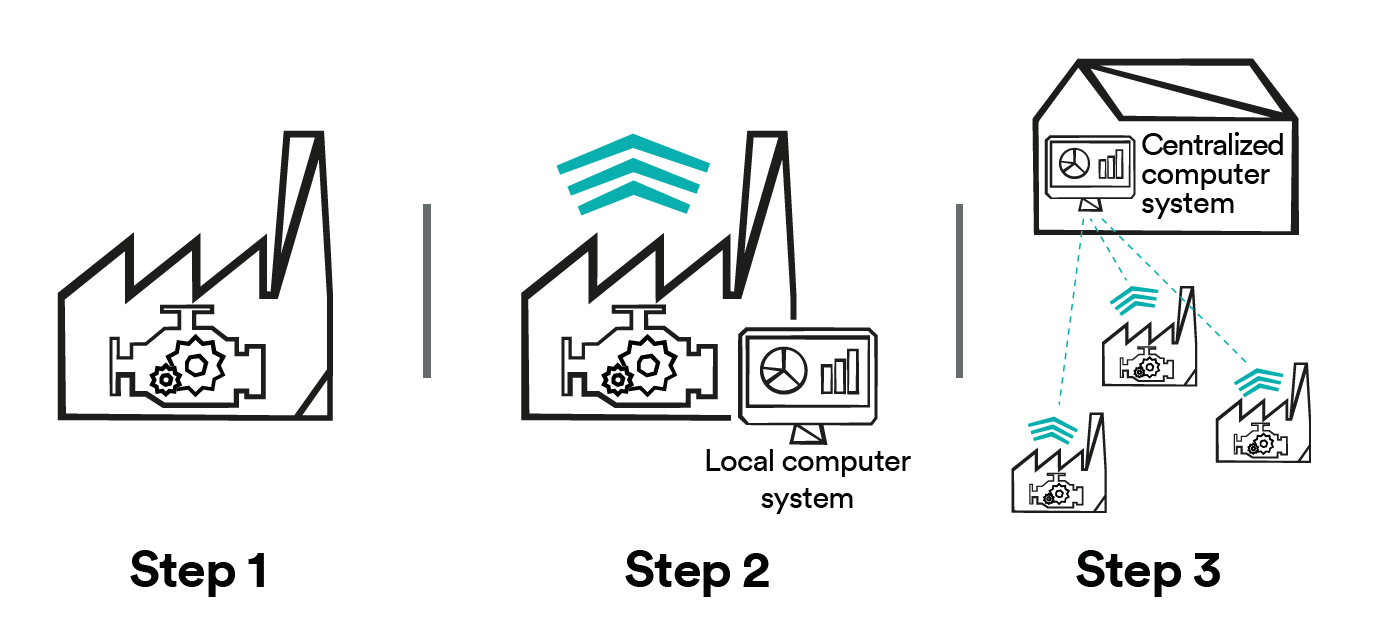
The first stage is simply going about the day-to-day operations without necessarily collecting data. This goes for smaller firms that have the capacity to do manual checks and monitoring of their plant and equipment. As they further scale, they then recognize the need to collect data, integrate these in their local system and MES (Manufacturing Execution System), known as operational technology (OT), and implement basic actions through automation. This is the stage where they utilize connected devices, like sensors, to gather information from machines and equipment and determine points where there are irregularities.
However, OT devices only run on programmable logic controllers (PLCs) and exclusive proprietary protocols. On the other hand, information technology (IT) at this point focuses on processing information, communications technologies, and enterprise applications, not necessarily linking with OT because organizations consider them having completely separate functions. Meanwhile, through time, the company grows to a larger level resulting to more accumulated data that becomes more valuable to central operations.
With IoT, it is now possible to collect data from the plant, equipment, and machinery, and transfer this information into the central system. This is what we call IT/OT convergence – the last stage in IoT data usage. However, with the nature of large-scale manufacturing firms covering vast, remote areas and being made of dense structures, connectivity should be reliable and secure.
This is where LoRaWAN comes in. It has a large ecosystem of industrial-grade sensors or bridges from legacy tech-to-LoRaWAN, such as Modbus, making the upgrade of existing sensor infrastructure easy and cost-effective. Its ability to centralize data – migrating data from individual plants (OT systems) to central systems, like ERP – combined with its long-range, low-cost, secure, and penetrative characteristics makes it the ideal means to facilitate easy and efficient digital transformation.